Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

Engineered regenerative thermal oxidizers tailored to process flow, VOC concentration, and site-specific emission compliance requirements.
Industrial facilities with volatile organic compound (VOC) emissions require engineered thermal oxidation solutions that balance performance, energy efficiency, and operational reliability. A custom Regenerative Thermal Oxidizer (RTO) system is designed and configured to meet specific exhaust characteristics, production requirements, and regulatory targets.
Unlike standardized modular oxidizers, a custom RTO is engineered around real plant operating data — matching exhaust flow rates, VOC composition, site layout constraints, and local emission compliance limits. The system integrates advanced controls, burner modulation, and tailored heat exchange arrays to optimize destruction efficiency and energy recovery across the full operating range.
This page outlines how custom RTO systems can be engineered for diverse VOC sources in coating lines, chemical processes, printing operations, and other industrial exhaust streams requiring a VOC treatment solution.
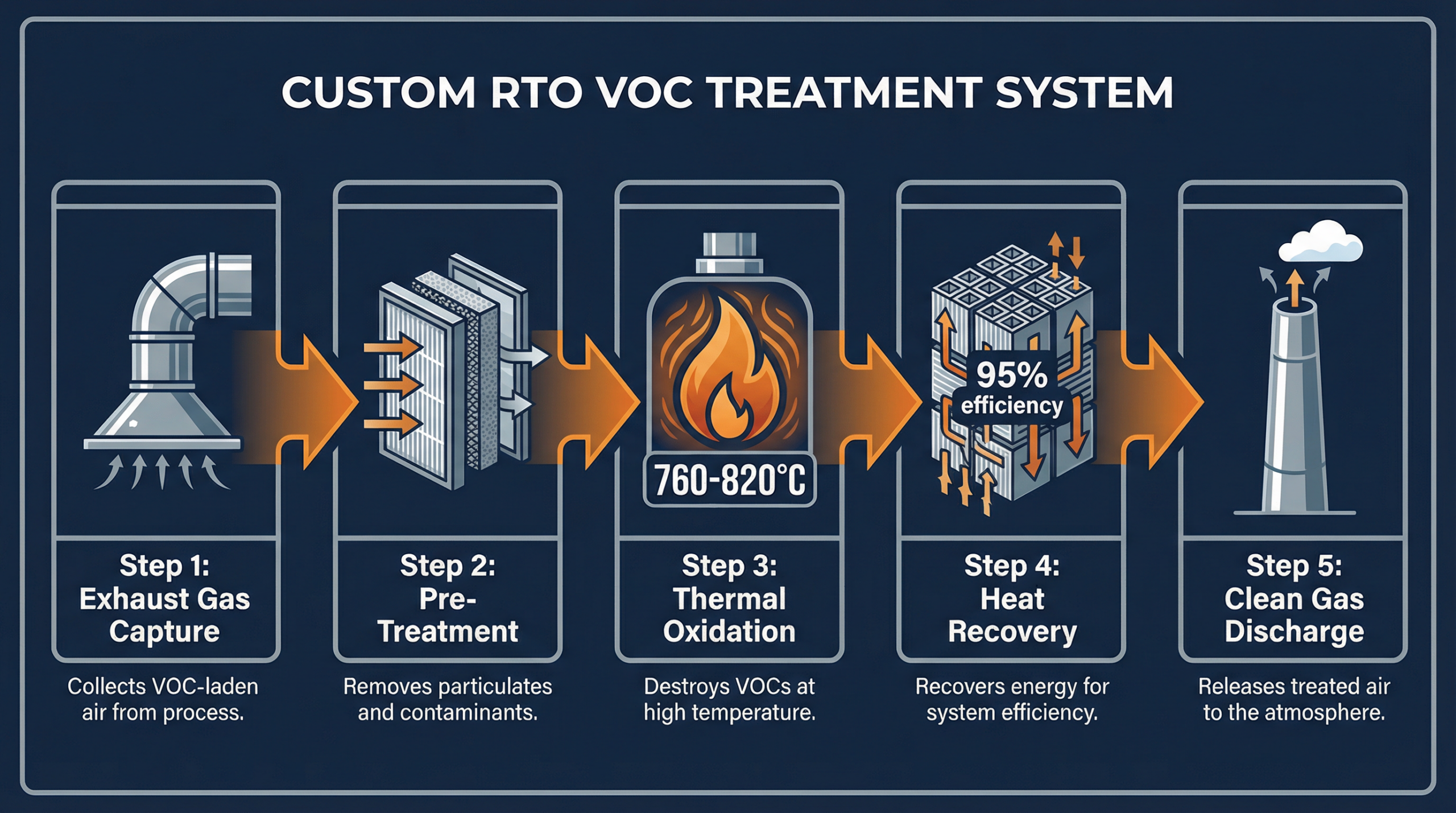
The thermal oxidation cycle is engineered to maximize VOC destruction efficiency while minimizing auxiliary fuel consumption through regenerative heat recovery.
01
Hood and ducting systems capture VOC-laden process emissions at the source and route them to the RTO inlet.
02
Particulate filters, mist eliminators, or condensers remove contaminants that could foul the ceramic heat exchange media.
03
VOC molecules are oxidized in the combustion chamber at 760–820°C, converting organic compounds into CO₂ and H₂O.
04
Ceramic heat exchange media recovers thermal energy from outgoing treated gas, preheating incoming exhaust to reduce fuel consumption by up to 95%.
05
Treated exhaust gas meeting regulatory emission limits is discharged through the stack. Continuous emission monitoring interfaces are available.
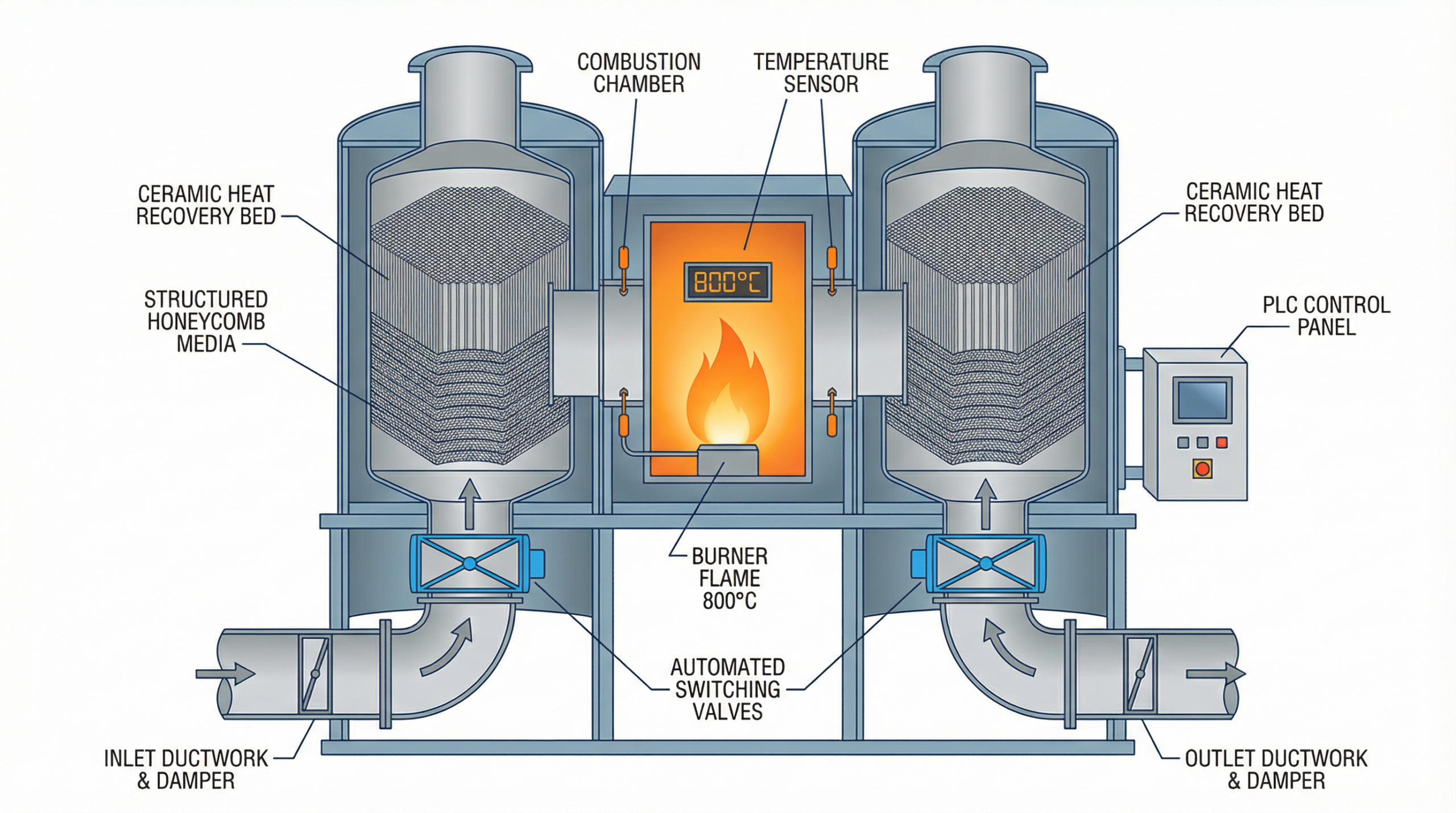
Each component in a custom RTO installation is specified to match process exhaust conditions, site constraints, and automation requirements. Customization extends to multi-chamber configurations, auxiliary pre-treatment stages, and full integration with plant DCS or PLC systems.
| Process Air Inlet & Dampers | Engineered for target flow volume and pressure drop |
| Ceramic Heat Recovery Beds | Structured honeycomb media for high-efficiency thermal regeneration |
| High-Capacity Burner & Fuel System | Modulating burner for stable oxidation temperature control |
| Oxidation Chamber | Refractory-lined chamber rated for 760–820°C continuous operation |
| Flue Gas Temperature Sensors | Multi-point thermocouple arrays for process monitoring |
| PLC Control Package | Modbus / Profibus / Ethernet/IP industrial protocol support |
| Exhaust Stack & Emission Monitoring | Continuous emission monitoring system (CEMS) interface |
| Safety Interlocks & Redundancies | Combustion safety, high-temperature cutoff, and flame monitoring |
The following parameters represent typical engineering ranges. All specifications are determined by project-specific exhaust data and compliance requirements.
| Parameter | Typical Range / Value | Notes |
|---|---|---|
| Airflow Capacity | 5,000 – 120,000 Nm³/h | Scalable to project exhaust volume |
| VOC Destruction Efficiency | ≥ 95% | Engineered per regulatory target |
| Operating Temperature | 760 – 820°C | Combustion chamber setpoint |
| Thermal Recovery Efficiency | Up to 95% | Ceramic heat exchange media |
| Fuel Type | Natural Gas / LPG / Diesel | Site utility dependent |
| Inlet VOC Concentration | 0.5 – 10 g/Nm³ (typical) | Higher concentrations require bypass |
| Control System | PLC / DCS Integration | Modbus, Profibus, Ethernet/IP |
| Chamber Configuration | 2-bed, 3-bed, rotary | Selected per flow and purge requirements |
Selecting between a standard and a custom RTO depends on exhaust variability, site constraints, and long-term operational targets. The table below outlines key engineering differences to guide system selection.
| Engineering Factor | Standard RTO | Custom RTO |
|---|---|---|
| Flow Rate Adaptability | Fixed nominal range | Engineered to actual process data |
| VOC Composition Handling | General-purpose design | Tailored to specific VOC species and loading |
| Site Layout Integration | Standard footprint only | Fully adapted to available space and orientation |
| Energy Optimization | General heat recovery design | Process-specific burner modulation and recovery |
| Control System | Basic standalone PLC | DCS / PLC integration with plant automation |
| Emission Compliance | Standard certification range | Engineered to project-specific regulatory limits |
| Delivery Timeline | Shorter (stock/modular) | Longer (engineering + fabrication) |
| Lifecycle Cost | Higher operating cost potential | Optimized for lower long-term operating cost |
Custom RTO systems deliver measurable performance improvements when exhaust conditions fall outside standard equipment parameters.
Engineered to meet or exceed project-specific regulatory destruction efficiency targets across the full operating range.
Optimized ceramic heat exchange configurations reduce auxiliary fuel consumption and lower long-term operating costs.
Designed to handle production-driven exhaust fluctuations without compromising oxidation temperature or destruction performance.
Control architecture supports Modbus, Profibus, and Ethernet/IP protocols for seamless integration with existing plant automation systems.
Structural, foundation, and ductwork design adapted to available plant space, orientation, and installation access requirements.
Process-specific optimization of heat recovery, burner modulation, and maintenance access reduces total cost of ownership over system lifetime.
Custom RTO systems are engineered for a wide range of VOC-emitting industrial processes. Each application presents unique exhaust profiles — including flow rate variability, VOC species, temperature, and humidity — requiring tailored thermal oxidizer design and controls. Explore our VOC control applications for detailed industry-specific guidance.

High-volume solvent-based paint and primer exhaust from spray booths and flash-off zones. See Automotive VOC Control.
Solvent recovery vents, reactor off-gas, and process exhaust with variable VOC loading. See Chemical VOC Control.
Ink drying exhaust, solvent-based coating lines, and flexographic printing press emissions. See Coating Line VOC Treatment.
PCB soldering flux, conformal coating, and cleaning solvent exhaust requiring precise temperature control. See Electronics VOC Control.
API synthesis vents, solvent drying exhaust, and tablet coating process emissions with stringent compliance requirements.
Oven and curing tunnel exhaust from adhesive application, laminating, and composite material manufacturing lines.

Effective custom RTO implementation requires coordinated engineering across mechanical, electrical, and controls disciplines. Our engineering teams work with plant engineers to ensure seamless integration with existing production infrastructure.
| Airflow & Duct Design | CFD-informed ductwork layout for pressure balance and flow uniformity |
| Site & Foundation Planning | Structural load analysis and civil interface coordination |
| Combustion Safety | NFPA 86 / EN 746 compliant safety interlock design |
| Plant Controls Integration | PLC/DCS signal mapping, SCADA interface, and alarm management |
| Emission Monitoring | CEMS integration for continuous compliance reporting |
| Maintenance Access | Service platform design for valve, burner, and media access |
For a complete overview of available RTO system configurations or to explore VOC treatment technology options, visit the respective product sections.
PRODUCT
Full range of regenerative thermal oxidizer configurations and technical specifications.
PRODUCT
Modular RTO units for applications within standard flow and VOC concentration ranges.
PRODUCT
Lower-temperature catalytic oxidation for applications with suitable VOC composition.
SOLUTION
Comprehensive VOC abatement technology overview including scrubbers and carbon adsorption.
APPLICATION
Industry-specific VOC control solutions for automotive, chemical, printing, and electronics sectors.
Common engineering questions about custom RTO system specification, performance, and integration.
A custom RTO system is engineered to match the specific VOC destruction requirements, exhaust flow characteristics, energy recovery targets, and plant integration needs of a given industrial facility. Unlike standard units, a custom RTO is specified and designed around actual process data, ensuring reliable compliance performance and optimized operating cost over the system’s service life.
Standard RTO systems are designed for fixed flow rate ranges and general-purpose VOC applications. A custom RTO is engineered from the ground up using project-specific exhaust data — including flow variability, VOC species and concentration, site layout, and local emission limits. This allows for optimized heat recovery design, tailored control architecture, and full integration with existing plant automation systems.
Custom RTO systems are applied across a wide range of VOC-emitting industries including automotive paint and coating lines, chemical production and solvent processes, printing press and ink drying operations, electronics PCB manufacturing, pharmaceutical API synthesis, and adhesive or sealant curing systems. Any process generating exhaust flows outside standard equipment parameters is a candidate for a custom-engineered solution.
Yes. Custom RTO systems are designed with optimized ceramic heat exchange configurations that can achieve thermal recovery efficiencies up to 95%. Combined with modulating burner control based on real-time process conditions, this significantly reduces auxiliary fuel consumption compared to non-optimized standard systems. The result is lower operating costs over the system’s lifecycle.
Key engineering parameters include: exhaust flow rate and variability, VOC species and concentration range, inlet temperature and humidity, site layout and available footprint, local regulatory emission limits, fuel utility availability, and required integration with plant DCS or PLC systems. Providing accurate process data at the inquiry stage enables the engineering team to develop an optimized system design and accurate performance guarantees.
If your facility requires engineered VOC emission control, our technical team can evaluate your process exhaust data and recommend a custom RTO solution matched to your compliance targets and site conditions.
Submit your exhaust parameters and our engineering team will evaluate your VOC treatment requirements and provide a technical response.
Our engineering team will respond within 24 hours.