Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

Engineered for high-efficiency VOC abatement, our RTO systems provide a reliable and cost-effective solution for industrial air pollution control, ensuring compliance with stringent environmental regulations.
Volatile Organic Compounds (VOCs) are regulated industrial emissions generated from processes such as coating, solvent drying, chemical synthesis, and printing. Effective VOC treatment is essential to comply with environmental regulations and protect workplace air quality. Regenerative Thermal Oxidizer (RTO) systems offer a proven, thermally efficient solution for converting VOCs into CO₂ and H₂O through high-temperature oxidation with heat recovery. This page outlines RTO technology, system components, benefits, typical applications, and integration strategies for industrial exhaust gas treatment.
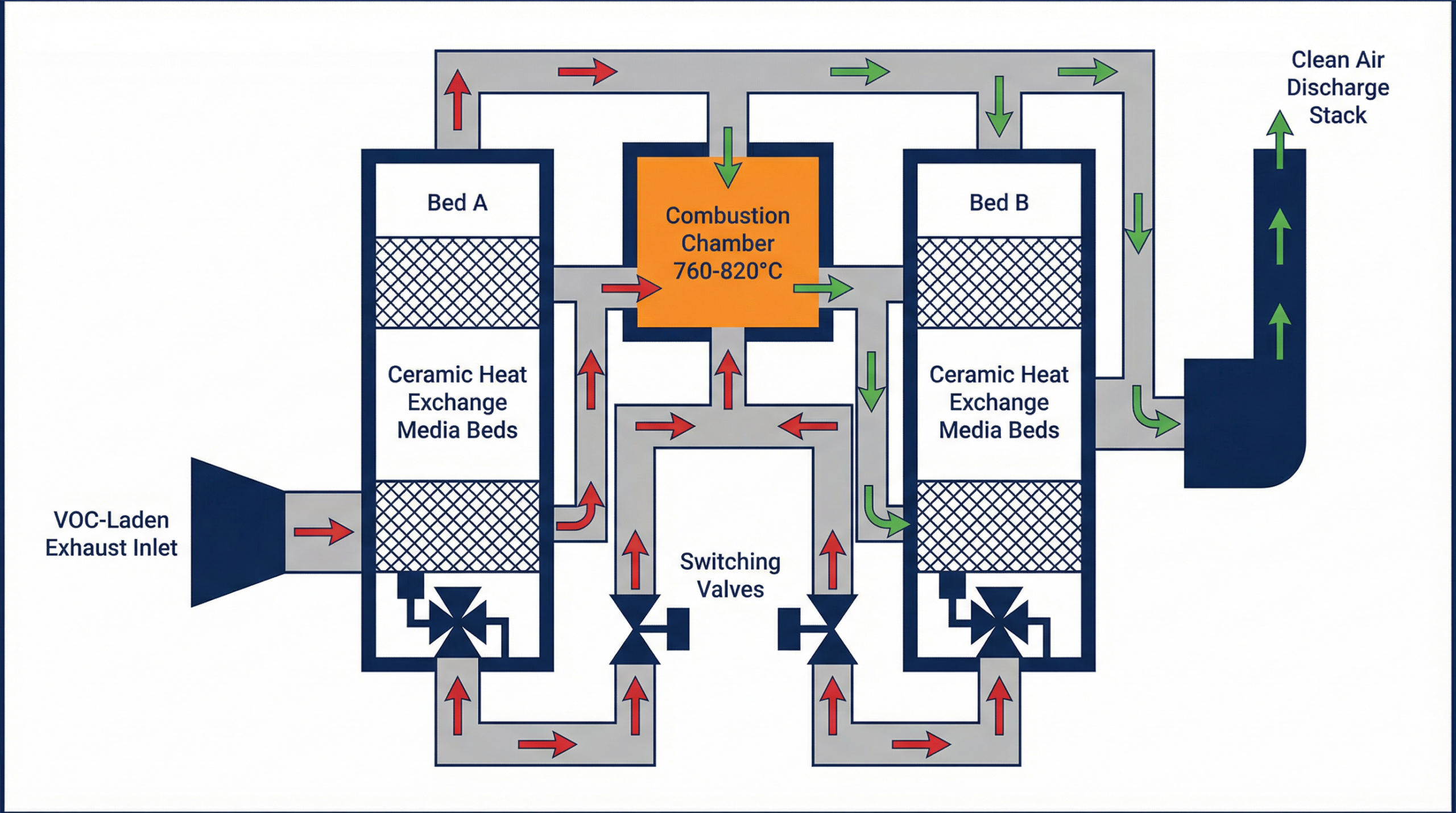
A Regenerative Thermal Oxidizer (RTO) is a fixed-bed VOC abatement system that thermally destroys volatile organic compounds in industrial exhaust streams. RTO systems operate by preheating contaminated air, elevating it to oxidation temperatures (typically 760–820 °C / 1400–1510 °F), and maintaining sufficient residence time to achieve high VOC destruction efficiency. Ceramic media beds store and recover heat, enabling energy-efficient operation and lower operating costs compared with direct-combustion thermal oxidizers.

Typically ≥ 95% under design conditions, ensuring full regulatory compliance.
Regenerative ceramic media reduces fuel demand, significantly lowering operational costs.
Suited for steady and variable industrial exhaust flows without process interruption.
Modular beds allow sizing for wide airflow and VOC load ranges across industries.
Aids in meeting regional air quality standards and permitting requirements.
Robust engineering and high-quality materials ensure durability and low maintenance.
Select the RTO configuration that best matches your process requirements and site conditions.
Pre-engineered, modular RTO units for common industrial applications, offering a balance of performance and value.
Tailor-made RTO solutions engineered for complex exhaust streams, specific site constraints, and unique process requirements.
Catalytic systems for lower-temperature VOC oxidation, ideal for specific chemical compounds and lower energy use scenarios.
RTO systems are employed across industries with solvent, coating, and chemical emissive streams:


Successful RTO implementation requires careful engineering alignment with the industrial facility. Our team provides comprehensive support across all project phases:
Tailored to process exhaust volumetrics, VOC species, and load variability. Material selection accounts for corrosion, temperature, and particulate characteristics.
Optimized duct layout to minimize pressure drop and ensure uniform flow. Pre-treatment filters sized for process particulate loads.
Integration of continuous emission monitoring systems (CEMS) where required. Documentation support for permitting and regulatory reporting.
Advanced PLC sequencing for valve switching and burner modulation. Alarm systems for high temperature, low flow, and system interlocks.
Our RTO systems are trusted by industrial operators worldwide. Explore our project portfolio and performance data to see how we solve complex VOC challenges across industries.
RTO systems are engineered to achieve ≥ 95% VOC destruction efficiency at design temperature and residence time through high-temperature oxidation and thermal recovery.
An RTO oxidizes VOCs by heating contaminated air to oxidation temperatures and sustaining residence time, converting VOC molecules into carbon dioxide and water.
Industries with solvent emissions such as coating, printing, chemical, pharmaceutical, and automotive manufacturing commonly deploy RTO systems.
RTO uses thermal oxidation with regenerative heat recovery, while Catalytic Oxidizers (RCO) use catalysts to lower oxidation temperature; each suits different VOC types and concentrations. See our Catalytic Oxidizer (RCO) page for a detailed comparison.
Selection is based on VOC concentration, flow rate, regulatory limits, fuel costs, site constraints, and process exhaust characteristics. Our engineering team can assist with a full system assessment.
If you are evaluating VOC abatement solutions for your industrial process, our engineering team can assess your exhaust profile, design a tailored RTO system, and guide you through compliance and implementation.
Our engineering team will respond within 24 hours.