Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

RTO Systems / Catalytic RTO (RCO)
Energy-efficient catalytic oxidation technology for moderate VOC concentrations and continuous industrial exhaust streams — operating at 300–500 °C with heat recovery up to 90%.
RTO Systems › Catalytic RTO (RCO)
Volatile organic compounds (VOCs) from industrial processes present regulatory and environmental challenges due to air pollution and odor concerns. Catalytic regenerative thermal oxidizer (RCO) systems combine thermal oxidation with catalytic conversion to destroy VOCs at lower temperatures than conventional thermal oxidizers. Designed for chemical, coating, printing, and electronics manufacturing, Catalytic RTO (RCO) systems provide industrial facilities with efficient, energy-optimized VOC abatement solutions tailored for moderate VOC concentrations and continuous exhaust streams.
As a variant of the Regenerative Thermal Oxidizer (RTO) platform, the RCO integrates a fixed-bed precious metal catalyst to reduce activation energy requirements, enabling effective VOC destruction at significantly lower operating temperatures. This translates directly into reduced fuel consumption, lower thermal stress on system components, and improved long-term operational economics.
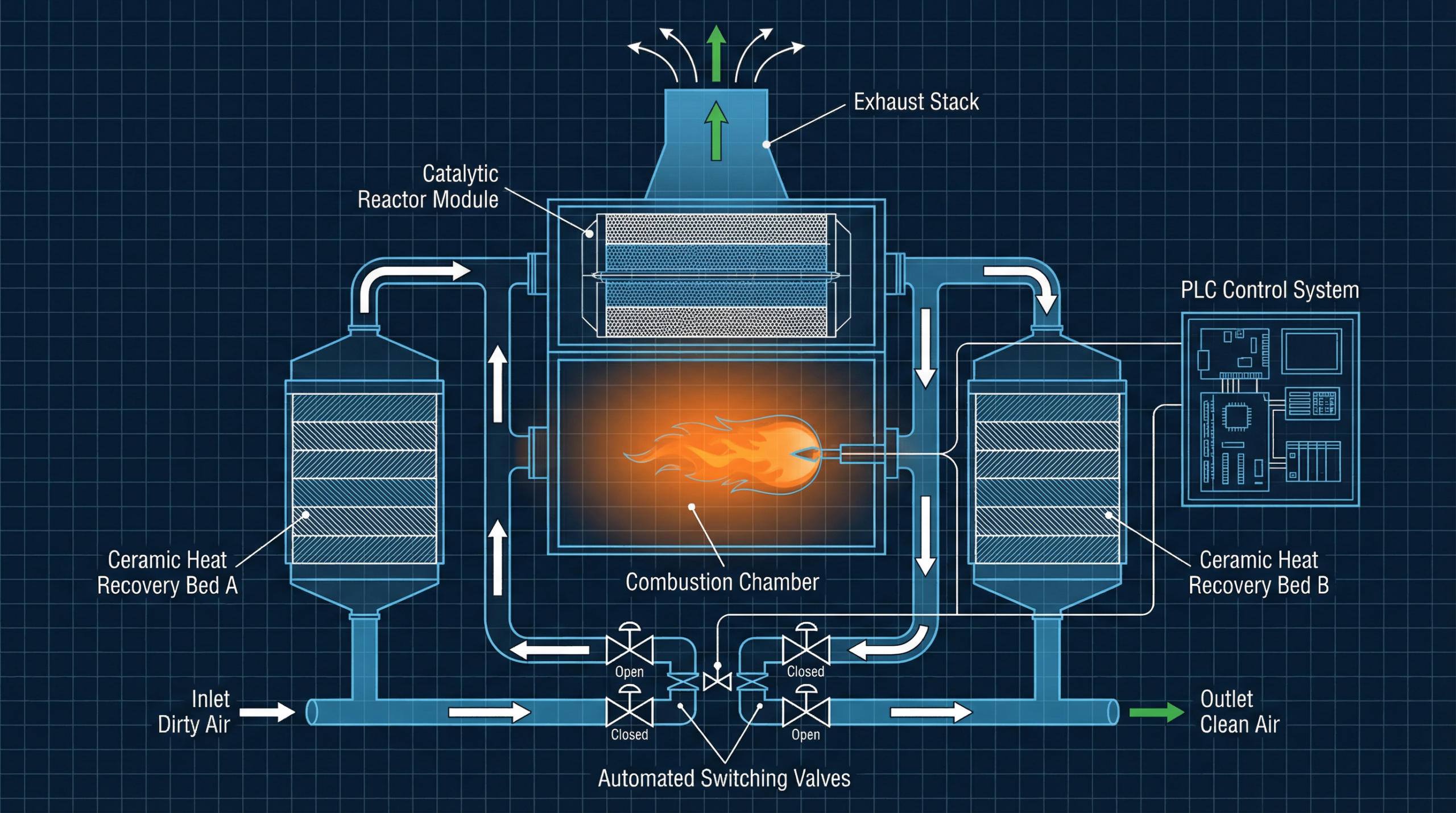
Catalytic RTO, also called Regenerative Catalytic Oxidizer (RCO), is an air pollution control system that oxidizes VOCs using a combination of thermal energy recovery and a fixed-bed catalytic reactor. Unlike traditional RTOs that rely solely on high-temperature thermal oxidation, RCO systems integrate a catalyst to lower the activation energy required for VOC conversion.
The incoming VOC-laden air passes through ceramic heat exchange media to preheat the gas stream before entering the catalyst bed, where VOCs are oxidized at reduced temperatures — typically 300–500 °C. The heat recovery design significantly improves energy efficiency while maintaining high VOC destruction efficiency across variable flow and concentration ranges.
The catalyst — typically a precious metal formulation such as platinum or palladium — enables oxidation reactions at temperatures well below those required in standard thermal oxidizers (800–850 °C), making RCO systems particularly suitable for facilities where energy cost reduction is a priority alongside regulatory compliance.
🔶
High-efficiency regenerative ceramic media captures and stores thermal energy from exhaust gases, transferring it to incoming VOC streams to minimize auxiliary fuel input and reduce operating costs.
⚗️
Precious metal catalyst modules (platinum/palladium formulations) facilitate VOC oxidation at reduced temperatures, enhancing destruction performance and reducing thermal load on the system.
🔥
Provides supplemental heat when VOC concentrations or ambient conditions require elevated temperatures to sustain catalytic conversion and maintain system performance.
🔄
High-temperature automated valves alternate gas flow paths between heat recovery beds to optimize thermal energy exchange and maintain continuous, uninterrupted system operation.
🖥️
PLC-based controls regulate heater firing, catalyst temperature monitoring, valve sequencing, and safety interlocks for reliable, compliant industrial operation with remote monitoring capability.
🏭
Discharges treated clean air while ensuring compliance with emission dispersion requirements under local and national environmental regulations, including monitoring port provisions.
| Parameter | Typical Range / Value |
|---|---|
| VOC Destruction Efficiency | ≥ 95% |
| Operating Temperature | 300 – 500 °C |
| Airflow Capacity | 5,000 – 120,000 Nm³/h |
| Heat Recovery Efficiency | Up to 90% |
| Applicable VOC Concentration | 100 – 5,000 mg/Nm³ |
| Catalyst Type | Precious Metal (Pt / Pd formulation) |
| Fuel Type | Natural Gas / LPG / Diesel |
Specifications are indicative. Final parameters are determined by site-specific VOC profile, airflow volume, and regulatory requirements.
The RCO process integrates regenerative heat exchange with catalytic oxidation in a continuous, automated cycle designed for stable industrial operation.
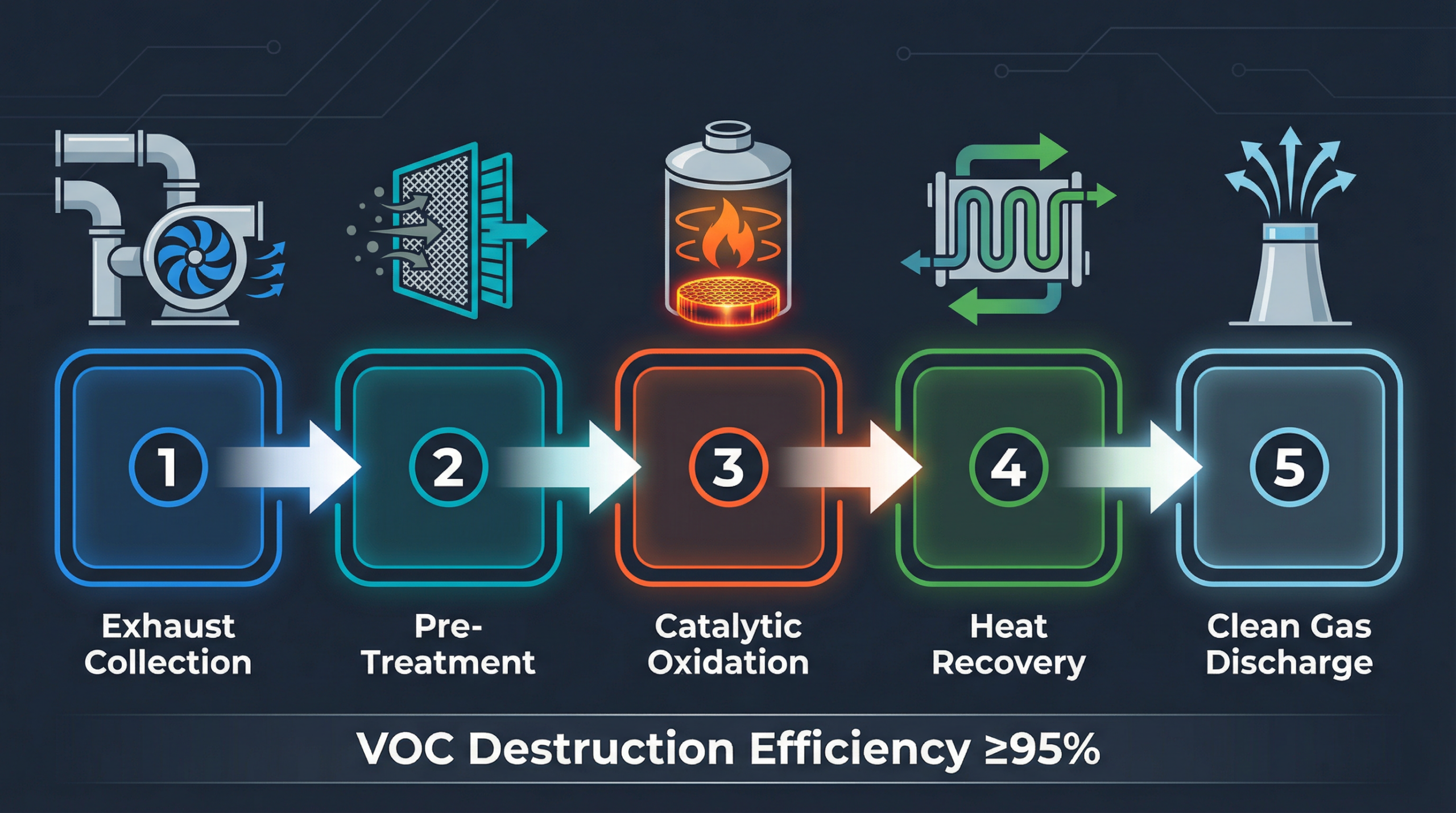
VOC-laden air from industrial sources is captured through dedicated ducting systems and pre-treated as necessary for particulate filtration and moisture control.
The exhaust stream flows through heated ceramic media, raising its temperature using stored thermal energy from the previous oxidation cycle — reducing auxiliary fuel requirements.
Preheated VOC stream enters the catalyst beds where oxidation takes place at 300–500 °C — significantly lower than direct thermal oxidation — converting VOCs into CO₂ and H₂O.
Post-oxidation exhaust transfers thermal energy back to the ceramic media beds, preheating subsequent incoming streams and sustaining the regenerative energy recovery cycle.
Treated exhaust meets regulatory emission thresholds and is discharged through the stack. Continuous emission monitoring ensures ongoing compliance with air quality standards.
Lower Operating Temperature — Catalyst reduces VOC oxidation temperature, cutting fuel consumption versus conventional thermal oxidizers.
VOC Destruction Efficiency — Effective removal across variable flow rates and concentrations when the system is appropriately sized for the application.
Heat Recovery Efficiency — Regenerative ceramic media minimizes auxiliary fuel needs, significantly improving operational cost efficiency over the system lifecycle.
Continuous Operation — Automated valve switching and PLC control logic maintain uninterrupted processing for continuous industrial production environments.
Both systems are variants of the RTO platform. The selection between RCO and standard RTO depends on VOC concentration, energy cost targets, and regulatory requirements.
| Feature | Catalytic RCO | Standard RTO |
|---|---|---|
| Operating Temperature | Lower (300–500 °C) | Higher (800–850 °C) |
| Fuel Consumption | Lower | Moderate to High |
| Energy Efficiency | High — via catalyst + heat recovery | High — via heat recovery only |
| Maintenance | Periodic catalyst replacement required | No catalyst — lower maintenance complexity |
| Thermal Stress on Components | Lower — longer component life | Higher operating temperatures |
| Best Suited For | Moderate VOC concentrations, energy optimization priority | High VOC concentrations, high-temperature applications |
Catalytic RCO systems are suited for industries where VOC emissions are generated with moderate concentrations and where energy efficiency is a priority alongside regulatory compliance.

Paint booth exhaust streams from primer, basecoat, and clearcoat application processes. See: Automotive VOC Control Solutions.
Reactor vent streams, solvent recovery exhaust, and process off-gases from chemical manufacturing. See: Chemical VOC Control.
Solvent exhaust from PCB cleaning, conformal coating, and semiconductor fabrication processes. See: Electronics VOC Control.
Ink solvent and coating exhaust from offset, flexographic, and gravure printing operations. See: Printing Industry VOC Treatment.
Solvent recovery and VOC exhaust from API synthesis, tablet coating, and pharmaceutical manufacturing processes requiring strict emission compliance.
Industrial coating and surface treatment exhaust from metal, wood, and plastic substrate finishing operations. See: Coating Line VOC Treatment.
Designing and implementing a Catalytic RTO (RCO) system requires careful engineering to ensure optimal performance, regulatory compliance, and seamless integration with existing production infrastructure. Our engineering team evaluates each project individually to configure a system matched to your specific exhaust characteristics and site conditions.
Capture efficiency and balanced flow distribution to the oxidizer are critical. Ductwork layout, fan sizing, and pressure drop calculations are performed to ensure the system operates within design parameters.
Catalyst selection is determined by the chemical composition and concentration of the VOC stream. Halogenated compounds, silicones, and catalyst poisons require specific pre-treatment or alternative catalyst formulations.
Heat recovery media volume and catalyst bed sizing are calculated based on expected duty cycles, VOC load variations, and target operating temperatures to maintain efficiency across the full operating range.
Continuous emission monitoring systems (CEMS) and stack testing provisions are configured to meet local and national air quality standards, including EU IED, US EPA, and other regional regulatory frameworks.
Integration with Production Line: RCO systems are designed for seamless connection to existing exhaust infrastructure with minimal production disruption. Our engineering team provides full integration support, from initial site survey through commissioning and operator training. Explore our full range of VOC treatment systems or review completed RTO projects for reference.
Solution
Complete industrial VOC abatement solutions including scrubbers and filtration.
Application
Industry-specific VOC control solutions across automotive, chemical, and more.
A Catalytic RTO (RCO) uses a precious metal catalyst to lower VOC oxidation temperature to 300–500 °C, reducing fuel consumption while maintaining high destruction efficiency. A standard thermal RTO relies solely on high-temperature combustion at 800–850 °C without a catalyst. RCO is preferred when energy optimization and lower operating temperatures are priorities; standard RTO is suited for high-concentration or high-temperature VOC streams.
Properly sized and maintained RCO systems typically achieve VOC destruction efficiencies of ≥95%, depending on VOC type, concentration, airflow volume, and catalyst condition. For specific regulatory compliance targets, system configuration is tailored to meet the required emission limits. Explore our VOC treatment systems for a full range of abatement options.
Catalytic RCO systems generally operate between 300 °C and 500 °C for effective catalytic oxidation. The exact temperature depends on the catalyst formulation, VOC composition, and concentration. This is significantly lower than the 800–850 °C required in standard thermal RTO systems, resulting in reduced fuel consumption and lower thermal stress on system components.
Industries with moderate VOC concentrations and continuous exhaust streams benefit most from RCO technology. Key sectors include automotive coating lines, chemical processing plants, electronics manufacturing, printing and packaging facilities, and pharmaceutical production — where energy efficiency and regulatory compliance are both critical operational requirements.
Selection depends on several factors: VOC concentration and chemical composition, operating temperature requirements, energy cost targets, and regulatory emission limits. RCO is preferred when energy optimization and lower operating temperatures are priorities, and when the VOC stream is compatible with catalytic oxidation. Standard RTO is more appropriate for high-concentration streams or applications where catalyst poisoning is a concern. Our engineering team can evaluate your specific project requirements — contact us for a technical consultation.
Ready to evaluate a Catalytic RTO (RCO) solution for your facility’s VOC challenges?
Contact our engineering team for a technical consultation and customized system design.
Our engineering team will respond within 24 hours.